

En los almacenes pequeños, rara vez se mezclan sistemas de almacenaje, pero cuanto más grande es una instalación y más variedad de producto se maneja, más frecuente es la combinación de distintas soluciones.
En relación a este tema, en el apartado “Diferencias de capacidad entre sistemas”, podrá encontrar casos en los que se combinan estanterías convencionales y compactas y en los que se explican los criterios que se aplican para decidir cuándo emplear una u otra configuración.
Pero cuando se trata de almacenes de tamaño mediano y grande, las combinaciones no se limitan a las estanterías compactas y convencionales, sino que también es habitual mezclar estas con otras soluciones específicas para picking, así como estas últimas entre sí.
De hecho, la combinación de sistemas de almacenaje de cajas o productos sueltos, utilizando conjuntamente las dos modalidades de hombre a producto y producto a hombre, va a ser más y más usual en el futuro. Cada sistema tiene su aplicación óptima en casos concretos y el secreto es saber combinarlos correctamente.
Lo que se pretende, cuando se busca la solución óptima, es tratar cada producto de manera individual y, posteriormente, agruparlo con otros en función de los criterios de rotación (A-B-C) y de las familias a las que pertenecen, la forma de preparar los pedidos y el tamaño de los productos.
Todos estos datos se pueden extraer a través del análisis del denominado maestro de artículos. Gracias a esto, se puede conocer, por ejemplo, la conveniencia o no de establecer zonas diferentes u operativas distintas (o ambas), en cuyo caso será necesario prever la necesidad de delimitar una zona de consolidación de pedidos.
Seguidamente, se exponen varios ejemplos de combinación de sistemas, que proporcionarán una idea de algunas variadas y posibles configuraciones (que son, prácticamente, ilimitadas):
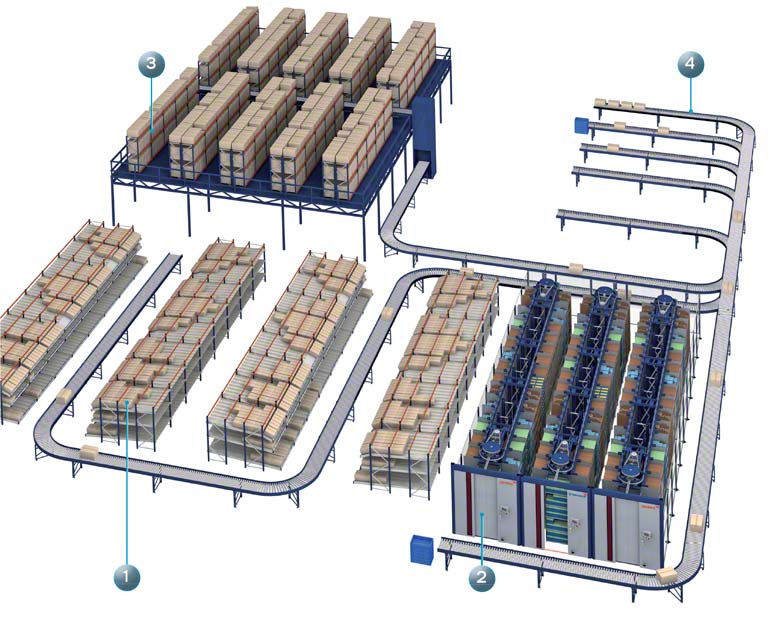
Ejemplo 1. Picking unitario
-
Estanterías dinámicas de picking equipadas con pick-to-light.
-
Carruseles horizontales.
-
Estanterías clásicas colocadas sobre una entreplanta.
-
Zona de consolidación. Área donde se envían los pedidos preparados en el resto de zonas.
En este caso hay cuatro zonas definidas y las operaciones se gestionan mediante un SGA. Los productos de alto consumo se alojan en estanterías dinámicas de picking equipadas con pick-to-light (identificadas con el número 1 en la imagen superior).
Los productos de medio consumo se ubican en tres carruseles horizontales (número 2), mientras que los productos de bajo consumo se encuentran almacenados en unas estanterías clásicas colocadas sobre una entreplanta (número 3). La cuarta zona (número 4) está dedicada a la consolidación y es el área a donde se envían los pedidos preparados en el resto de zonas.
Las diferentes áreas de preparación están unidas a la de consolidación por un sistema de transportadores automáticos para cajas. Gracias a esta configuración, el área que queda bajo la entreplanta (que está dotada de un elevador para conectarla con el sistema de transporte automático) queda disponible para depositar la mercancía que está lista para su expedición.
Ejemplo 2. Picking unitario altamente automatizado
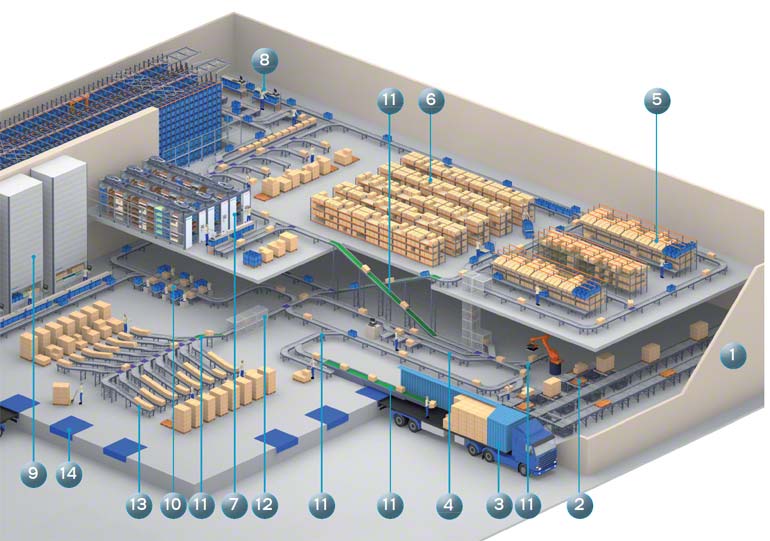
- Entrada de palets, desde el almacén general, mediante transportadores de rodillos y cadenas.
- Zona de desapilado manual y automático sobre transportadores de cajas.
- Descarga de contenedores marítimos que transportan cajas de cartón sin paletizar.
- Verificación y control de calidad.
- Preparación de pedidos de productos de alta rotación A en estanterías de picking dinámico, dotadas de sistemas pick-to-light.
- Preparación de pedidos para mercancía de baja rotación C, productos de medidas irregulares o cajas unitarias. Se trata de estanterías clásicas de picking.
- Carrusel horizontal para productos de rotación A de alto valor o bien para productos de rotación B.
- Miniload para productos de rotación B y C, con puestos de picking en la cabecera.
- Almacenes verticales combinados con mesas de preparación multipedido, para almacenaje de componentes o productos de reducidas dimensiones.
- Consolidación de pedidos o montaje de componentes.
- Transportadores de rodillos, correas y bandas que comunican las distintas zonas y transportan las cajas de forma totalmente automatizada. En el sistema se integran varias rampas y un elevador.
- Zona de precintado e identificación.
- Zona de clasificación por destinos o rutas.
- Zona de expediciones y muelles de carga.
Este tipo de instalaciones se desarrollan, cada vez, con más frecuencia, ya que permiten reducir los costes de explotación.
Consiste en una solución totalmente integrada: en cada zona se ha elegido el sistema de almacenaje, preparación y manutención más apropiado para cada producto, con lo que las distintas operaciones que se llevan a cabo en el almacén se optimizan al máximo.
Se ha instalado un sistema de transporte interno, totalmente automatizado, que comunica las distintas áreas, lo que supone no tener que destinar personal y equipos de manutención a esta labor. Gracias a este sistema de transporte, los pedidos se clasifican automáticamente por rutas y destinos.
En instalaciones de esta complejidad es fundamental disponer de un sistema de gestión (SGA) apropiado que se encargue de controlar toda la operativa.
Ejemplo 3. Almacén de palets y miniload
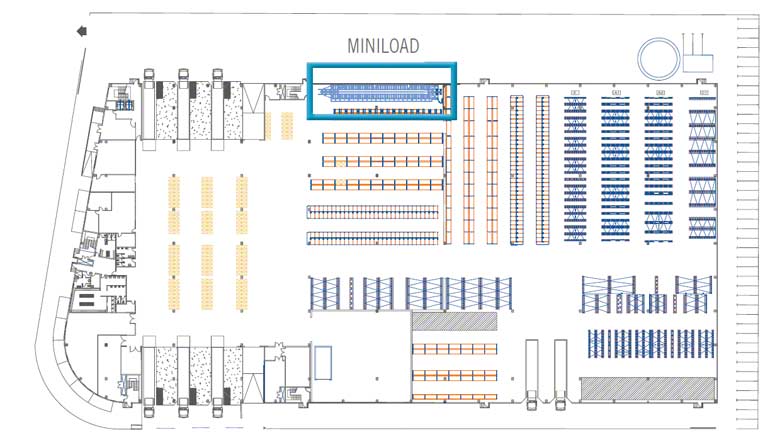

En este ejemplo, el miniload está ubicado dentro de un almacén de palets de productos de tamaño medio y grande con muchos accesorios de consumo variado.
Para el picking se han establecido cuatro zonas con distintos procesos.
- La primera de ellas está formada por una estantería dinámica de palets, dotada de pick-to-light; que se utiliza para accesorios de mucho consumo en caja completa.
- La segunda zona está conformada por una estantería dinámica de picking equipada con un dispositivo pick-to-light; se usa para productos de medio consumo en caja completa o sueltos.
- La tercera operativa se realiza sobre una estantería dinámica de picking con pick-to-light, alimentada por un miniload; se destina a accesorios sueltos de alto y medio consumo.
- Por último, se encuentra una cabecera servida por el mismo miniload, que se utiliza para completar los pedidos con referencias de bajo consumo.
Todo el sistema funciona al unísono, como una unidad de trabajo. Cuando se lanzan los pedidos, agrupados por olas, la primera actividad que llevan a cabo los operarios es la preparación de las cajas completas y su colocación sobre los transportadores para que sean conducidas hasta la zona de consolidación.
Una vez realizada esta fase, el personal prepara los accesorios sueltos de alto y medio consumo y los introducen en contenedores. Los pedidos que se completen en esa fase se desplazan, mediante transportadores, hasta el área de consolidación; aquellos que no se hayan completado, se dirigen a la cabecera del miniload para que un operario añada al contenedor el producto que falte y, una vez cerrado el pedido, el contenedor será conducido hasta la zona de consolidación.
El resto del almacén funciona por zonas independientes y el producto preparado se consolida en los propios muelles. Además, el sistema de gestión es capaz de disgregar y gestionar todos los pedidos y todas las zonas.
Ejemplo 4. Solución para una cámara de congelación
Este hipotético almacén está compuesto de unas estanterías dinámicas de paletas para productos de mucho consumo y con exigencias de rotación. También se ubican estanterías convencionales sobre bases móviles destinadas a productos de rotación B y C (con el nivel inferior dedicado a labores de picking de cajas individuales).
Asimismo, hay otras estanterías convencionales que también se dedican a productos de rotación B y C, pero a diferencia de las anteriores, estas son estáticas, ya que se han colocado para aprovechar los espacios irregulares de la instalación.
Todas estas zonas cuentan con el apoyo de transportadores automáticos que, además de encargarse del movimiento de la mercancía fuera de las estanterías, sirven como un búfer de pedidos preparados, para lo que se ha instalado un grupo de ellos cerca de los muelles.
La preparación de pedidos se realiza o bien mediante equipos de radiofrecuencia o bien con un sistema de picking por voz. Esta segunda opción es más apropiada para una cámara de congelación, ya que deja las manos libres a los operarios.

Almacén para empresa productora y distribuidora de pan precocido, bollería congelada y pastelería

Almacén para corporación dedicada al sector alimentario
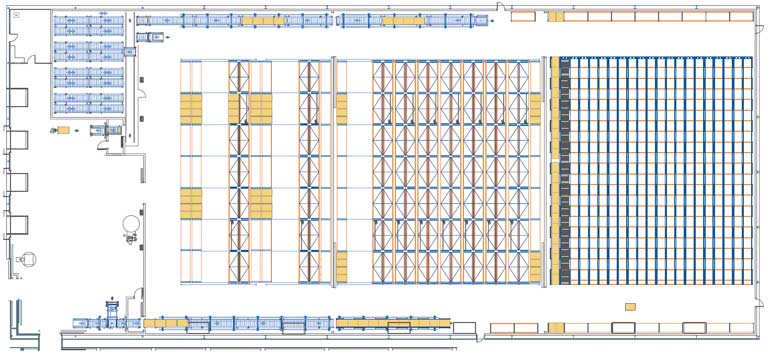
Ejemplo 5. Paletización y picking

- Almacén automático para mercancía paletizada.
- Almacén convencional para mercancía paletizada.
- Almacén compacto para mercancía paletizada.
- Almacén de picking servido por miniload.
- Almacenes verticales.
- Zona de preparación de picking desde el almacén automático de palets.
- Zona de reposición del almacén miniload con producto en reserva.
- Zona de reposición del almacén miniload desde zona recepción y comunicación con la entreplanta.
- Circuito aéreo formado por transportadores de rodillos y bandas.
- Puestos de preparación de pedidos desde el almacén miniload.
- Sorter de clasificación de pedidos por rutas.
- Zona de consolidación y muelles de expediciones.
En este almacén automático de palets, servido por cuatro transelevadores, se almacenan principalmente las reservas de los productos de medio consumo y la mercancía voluminosa.
En la zona exterior se dispone de una entreplanta con transportadores y puestos de picking para preparar pedidos directamente sobre las propias paletas. El operario dispone de herramientas de ayuda, sobre todo medios informáticos y lectores de código de barras, que además de facilitar las operaciones de picking, permiten reponer la mercancía destinada al almacén de cajas miniload.
En el almacén convencional para productos paletizados se almacenan los productos de poco consumo de tamaño medio y medidas irregulares; se utilizan carretillas trilaterales y máquinas recogepedidos de cota alta para efectuar el picking directamente sobre las estanterías.
En las estanterías compactas se depositan los productos de gran consumo, que por lo general se envían en palets completos. Para su manipulación se emplean carretillas retráctiles.
El almacén automático de cajas, servido por nueve miniload, alberga en cajas los productos de pequeñas y medianas dimensiones. Tres niveles de transportadores atienden los puestos de picking: el nivel inferior traslada las cajas desde la cabecera de cada calle a los distintos puestos de picking y al transportador que conduce a la zona de reposición; el nivel intermedio se utiliza para el retorno y las entradas de las cajas al almacén; el nivel superior envía las cajas con pedidos preparados hasta el sorter de clasificación.
El empleo de los tres niveles evita interferencias y facilita el flujo de las cajas. Los puestos de picking están ergonómicamente diseñados para facilitar la preparación de los pedidos y evitar tiempos muertos.
En los almacenes verticales se guardan componentes y productos delicados o de gran valor de tamaño pequeño.
En la parte inferior de la entreplanta, los transportadores se comunican mediante elevadores con los de la parte superior, tanto los de palets como los de cajas, pudiendo realizar las siguientes operaciones:
- Enviar palets desde la zona de paletización convencional al almacén automático y a la zona de picking y reposición.
- Enviar palets completos desde el almacén automático hasta la zona de expediciones.
- Reponer, con mercancía procedente del exterior y que no necesita reserva, las cajas destinadas al almacén miniload.
El circuito de transportadores de rodillos y bandas aéreo, de dos niveles, comunica los dos almacenes automáticos y además permite transportar los pedidos preparados al sorter de clasificación. Los pedidos ya preparados procedentes del sorter se consolidan, por rutas con los del almacén convencional y la paletas completas del almacén automático, directamente en calles colocadas delante de los muelles de expediciones.
Para el transporte de los palets en la zona de recepción y expediciones, se emplean transpalets eléctricos y manuales.